
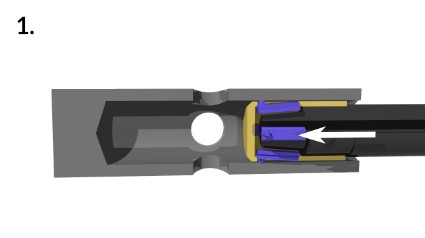
Das Werkzeug wird (im Eilgang) auf die Ausgangsposition gefahren. Dabei sind die Schneiden eingeklappt. Ein Druck muss noch nicht anliegen. Die Ausgangsposition ist erreicht, wenn die Schneiden vor dem Grat liegen.
HSD - High Speed Deburring
Technologie

Jetzt beginnt der eigentliche Entgratprozess. Der Kühlmittel- oder Luftdruck wird spätestens jetzt angestellt. Dadurch wird die Kraft auf den Schneiden gesteuert. Das Werkzeug wird jetzt rotierend in einer Drehrichtung vorgeschoben.
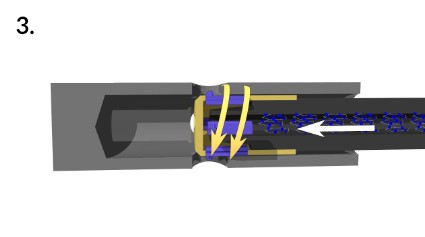
Im Arbeitsvorschub wird die Bohrung oder Verschneidung rotierend überfahren. Dabei klappen die Schneiden jeweils innerhalb der Verschneidung aus und werden an den zu entgratenden Kanten wieder eingeklappt.
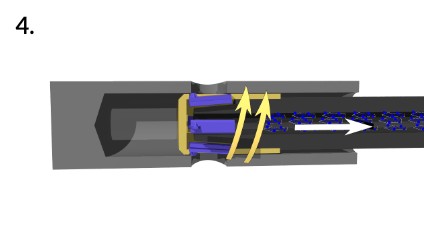
Wenn die Bohrung komplett im Vorschub entgratet wurde, wird die Drehrichtung umgekehrt. Im Rückzug wird nun mit umgekehrter Drehrichtung die gegenüber liegende Seite entgratet. Wenn die Schneiden die Bohrung komplett passiert haben, ist der Entgratprozess abgeschlossen. Das Werkzeug kann (im Eilgang) aus der Bohrung gefahren werden.
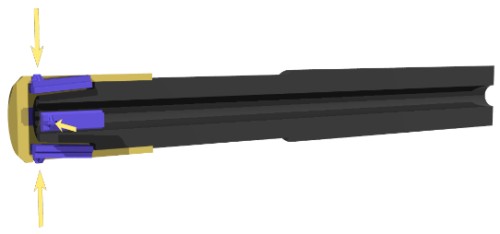
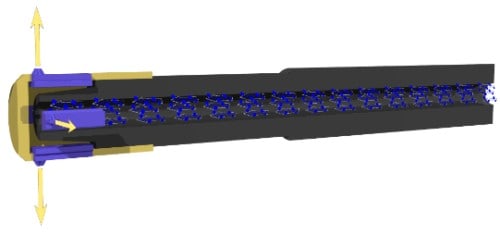
Druckgesteuerte Schneiden
Ein wesentliches Merkmal der HSD-Technologie sind die druckgesteuerten Schneiden. Der Druck wird durch den Werkzeugschaft an die Schneiden gebracht. Als Medien eignen sich Kühlmittel, Wasser, Luft oder Öl. Im drucklosen Zustand liegt keine Kraft an den Schneiden, daher klapen die Schneiden ohne Widerstand ein.
Parameter
Bei anliegendem Druck werden die Schneiden aus dem Schaft gedrückt. Die Druckhöhe bestimmt die Kraft, bei der die Schneiden wieder eingedrückt werden, welche Kraft also beim Entgraten aufgebracht wird. Der Druck ist ein wesentlicher Parameter zur Anpassung des Prozesses an den Grat, das Material und den durch das Entgraten erzeugten Kantenbruch. Weitergehend wird der Prozess auch durch Drehzahl und Vorschub gesteuert.
Werkzeuge und Varianten

Entgraten von Querbohrungen und Verschneidungen
HSD-Entgratwerkzeuge werden in vielen Fällen zum Entgraten von kreuzenden Bohrungen eingesetzt. Sie sind für diesen Einsatzfall in verschiedenen Ausführungen verfügbar. Mit welchen optionalen Funktionen bzw. Konstruktionsmerkmalen die Werkzeuge ausgeführt werden, hängt von den Anforderungen im Einsatz ab. Wir beraten Sie dazu und erläutern die Möglichkeiten gern.
HSD-Entgratwerkzeuge können sehr lang und schlank ausgeführt werden. Sie bieten sich daher sehr gut zum Entgraten von Querbohrungen in Tieflochbohrungen an. Ein Vorteil ist es, dass dabei Querbohrungen mit unterschiedlichem Durchmesser mit einem Werkzeug durch die Hauptbohrung entgratet werden.

Mehrschneidige Entgratwerkzeuge
HSD-Entgratwerkzeuge können aufgrund ihrer Konstruktion und den vollständigen Verzicht auf Federelemente sehr kompakt ausgeführt werden. Somit sind nicht nur sehr lange und schlanke Werkzeuge möglich, sondern auch die Anordnung von mehreren Schneiden in einer Ebene. Mit den mehrschneidigen Werkzeugen werden höhere Vorschübe gefahren und so Bearbeitungszeit gespart.
Die Schneiden können bei HSD-Werkzeugen auch in mehreren Ebenen angeordnet werden. So werden mehrere kreuzende Bohrungen oder sonstige Verschneidungen in einem Zug mit einem Werkzeug entgratet.

Entgratwerkzeuge für Stufenbohrungen
Mehrschneidige HSD-Entgratwerkzeuge sind in Stufenbohrungen im Einsatz. Bei abgestuften unterschiedlichen Durchmessern der Hauptbohrung werden die Werkzeug genau passend abgestuft ausgeführt. So können die unterschiedliche Querbohrungen in einem Bauteil mit abgestufter Hauptbohrung gleichzeitig und mit nur einem Werkzeug entgratet werden. Die Querbohrungen können dabei natürlich unterschiedlich sein.

Sonderausführungen und Kombinationen
Eine andere Ausführung kommt zum Einsatz, wenn kein Kühlmittel oder kein Druckmedium zur Verfügung steht. Dann kann anstelle des Drucks die Schneidenkraft durch ein Elastomer aufgebracht werden und auf die Druckzuführung wird verzichtet.
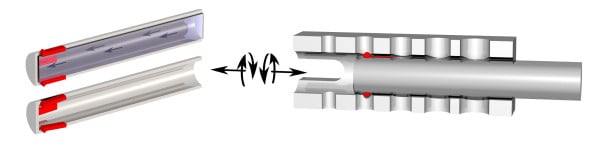
Mit HSD-Entgratwerkzeugen werden auch weitere besondere Entgrataufgaben gelöst. So sind z.B. HSD-Werkzeuge zum Entgraten von eingeschlitzten Wellenenden seit langem im Einsatz. Bei diesen Sonderwerkzeugen sind Schneiden sowohl innen als auch außen angeordnet. So wird das Wellenende gleichzeitig und vollständig innen und außen entgratet.
Anwendung in der Entgratstation oder Maschine
Häufig gestellte Fragen
Es werden Grate entfernt, die durch vorgelagerte Zerspanungprozesse entstanden sind, z.B. Bohren, Fräsen, Reiben.
HSD-Entgratwerkeuge werden für metallische Werkstoffe eingesetzt: Stahl, Guss, Aluminium, Messing.
Vor dem Einsatz ist außerdem die Gratlage, die Erreichbarkeit des Grates und möglichst auch die Ausprägung des Grates (Dicke am Gratfuß) zu klären.

Typische Anwendungsfälle sind kreuzende Bohrungen. Insbesondere bei Tieflochbohrungen mit mehreren auch unterschiedlichen Verschneidungen werden HSD-Werkzeuge eingesetzt. Dabei können mehrere Verschneidungen mit einem Werkzeug entgratet werden. Zum Einsatz können auch mehrstufige Werkzeuge kommen, die gleichzeitig mehrere Bohrungen entgraten (siehe auch Sonderwerkzeuge).
Zudem werden Bohrungsein- und austritte entgratet. Besonders bei unebenen, gestuften oder gekrümmten Kanten der Verschneidung sind HSD-Entgratwerkeuge geeignet.
HSD-Entgratwerkzeuge werden in hoch automatisierten Prozessen eingesetzt. Gründe für die Automatisierung des Entgratens sind häufig hohe Stückzahlen, kurze Zeiten für das Entgraten, hohe Reproduzierbarkeit des Ergebnisses oder auch die Rationalisierung von manuellem Entgraten.
Typische Bauteile sind Wellen mit Ölbohrungen, Maschinen-/Motorengehäuse, Lager und Teile von hydraulischen/pneumatischen Anlagen.
Der maschinelle Einsatz erfolgt in Bearbeitungszentren, Dreh- und Fräsmaschinen, Entgratstationen oder auch robotergeführt in Entgratzellen.

Es bestehen folgende Voraussetzungen an den Maschinen: Rechts- und Linkslauf und Druckmedium am Werkzeug in der Form einer Innenkühlung mit Kühl-Schmiermittel, Wasser, Öl oder Luft verfügbar (ohne Druckmedium siehe Sonderwerkzeuge).
Die Schneiden sind beweglich im Werkzeug gelagert. Es sind keine Federelemente o.ä. vorhanden – Druck steuert die Kraft an den Schneiden. Zum Entgraten wird das Werkzeug rotierend im Rechts- und Linkslauf über die zu entgratenden Kanten gefahren.
Das Entgratwerkzeug erzeugt dabei einen Kantenbruch. Die Ausprägung des Kantenbruchs kann durch Druck, Drehzahl und Vorschub gesteuert werden.
HSD-Entgratwerkeuge sind im Durchmesserbereich ab 2 mm verfügbar und im Einsatz. Für größere Durchmesser bestehen keine Einschränkungen. Querbohrungen werden dabei im Bereich bis zu einem Millimeter entgratet. Die Werkzeuglänge wird auf die Bedürfnisse des Kunden angepasst. Dabei sind sehr schlanke Werkzeuge mit einem Verhältnis des Durchmessers zur Länge von 0,012 seit Jahren für Tieflochbohrungen im Einsatz.

Für häufige Durchmesser und Längen sind Lagerwerkzeuge vorhanden. Einen Katalog gibt es nicht, denn die Werkzeuge sind in verschiedenen Bauformen und mit zahlreichen Optionen direkt auf die Anforderungen zugeschnitten. Nach der Beschreibung der Entgrataufgabe wird von uns das Werkzeug maßgeschneidert für den Einsatz zusammengestellt.

Das HSD-Prinzip lässt sich auf verschiedene Entgrataufgaben anwenden. Dabei sind Varianten und Kombinationen mehrerer Werkzeuge in einem Werkzeug möglich. Das HSD-Technologie kann auch ohne die druckgesteuerten Schneiden umgesetzt werden, dann ist keine Innenkühlung o.ä. notwendig.

Kombinierte HSD-Werkzeuge
In kombinierten HSD-Entgratwerkzeugen werden mehrere Schneiden in verschiedenen Ebenen angeordnet. Dabei können auch unterschiedliche Durchmesser kombiniert werden. Dadurch werden alle Querbohrungen in Tieflochbohrungen oder abgestuften Bohrungen mit einem Werkzeug in einem Schritt entgratet.

HSD-Werkzeuge ohne Drucksteuerung
Wenn auf der Maschine kein Druckmedium zur Verfügung steht, kann die Schneidenkraft durch ein Elastomerkern im Werkzeug aufgebracht werden. Mit dieser Variante ist dann die „Trockenbearbeitung“ möglich.

Spezielle HSD-Werkzeugvarianten
Varianten zur Anwendung der HSD-Technologie sind zum Entgraten von geschlitzen Rohrenden im Einsatz. Dabei wird gleichzeitig innen und außen entgratet. Eine weitere Variante wird zum robotergeführten Entgraten eingesetzt. Die Werkzeugköpfe sind zum Ausgleich der zu erwartenden höheren Positionierungsabweichung angepasst. Für HSD-Werkzeuge kommen verschiedene Schneiden zum Einsatz. Unter anderem auch Schneiden mit großen Einsatzradius zum Entgraten von Bohrungsverschneidungen in Hinterschnitten.

Unsere Kunden werden von uns zu den Einsatzmöglichkeiten beraten. Nach einer Analyse der Aufgabe wird das für den Einsatz optimale HSD-Werkzeug konzipiert.
Analyse und Beratung
HSD-Werkzeuge werden auf die Anforderungen des Kunden zugeschnitten. Dazu müssen zunächst grundlegende Informationen vorliegen. Grundlegende Informationen betreffen dabei den Grat:
- die Geometrie des Werkstücks und den Ort des Grates,
- die vorgelagerten Prozesse, bei denen der Grat entsteht,
- das Material des Werkstücks.
Weitere Anforderungen wie beispielsweise:
- Oberflächenqualitäten,
- Kantenausprägungen,
- Erreichbarkeit des Grates,
- die zur Verfügung stehende Taktzeit.
Integration im Prozess:
- Maschine (Bearbeitungszentrum, Drehmaschine,…),
- Druckmedium,
- relevante nachfolgende Prozesse.
Auf dieser Basis analysieren und beraten wir.
Konzept und Angebot
Nach der Analyse wird das Werkzeug für den Einsatz konzipiert. Für die verschiedenen Anforderungen werden dazu die erforderlichen Werkzeugeigenschaften aus den bewährten Lösungen kombiniert. Dabei kann für einfache Aufgaben ein HSD-Standardwerkzeug ausreichen oder auch eine neue Sonderlösung für komplexere Einsätze entwickelt werden.
Umsetzung
Das HSD-Werkzeug wird von uns konstruiert und gefertigt. Die Einführung wird von uns begleitet. Dabei werden die Arbeitsparameter im Detail abgestimmt.

"Die HSD-Entgratwerkzeuge werden genau auf die Anforderungen des Kunden zugeschnitten"
Bei der Lösung der Entgrataufgabe unterstützen wir Sie auf der Basis unserer jahrzehntelangen Erfahrungen.
Die Weiterentwicklung der Entgratwerkzeuge liegt in unserer Hand. Wir betreiben diese seit jeher zusammen direkt mit dem Erfinder, der Dr.Beier-Entgrattechnik.
Dr.-Ing. Reinhard Nothnagel
Inhaber & Geschäftsführer
Anfrage - Analyse - Beratung - Bestellung
Die HSD-Entgratwerkzeuge sind Spezialwerkzeuge, die individuell auf das zu entgratende Bauteil und den Prozess angepasst und gefertigt werden.
Die folgenden Informationen sind vorab sehr hilfreich:
- Bauteilzeichnung, Skizze oder Foto zur Lage der zu entfernenden Grate
- Welche Anforderungen bestehen an den Kantenbruch nach dem Entgraten?
- Ist ein Kühlmedium oder Druckluft verfügbar? Welcher Druck liegt an oder kann eingestellt werden?